絞り加工(その2)適切な絞り回数はどうだすの?
前回のシリーズ第1回目では、絞り加工時のしわや割れを抑制するために必要な「しわ押さえ力の求め方」を解説しました。
絞り加工は、継ぎ目のない綺麗な成形品ができる加工法ですが、成形条件を正しく設定するための事前の計算がとても重要になります。
そこで、シリーズ第2回目は「適切な絞り回数」について解説していきます。
絞り率とは
円筒絞りに於いて、1回で絞れる径には限界があります。
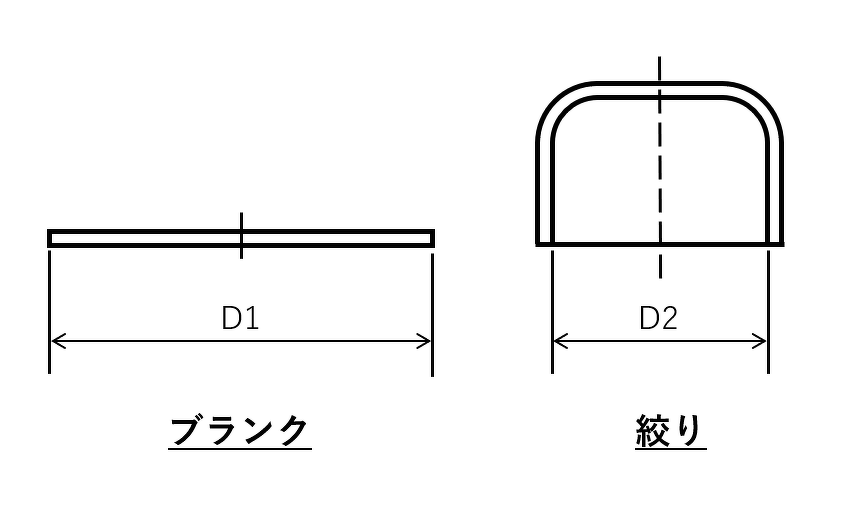
「絞り前後の直径の比」を「絞り率」といい、絞り限界の目安として使用される値です。
つまり「ブランクの直径をD1」「絞りの直径をD2」とした場合、「D2÷D1」が絞り率となります。

絞り率を無視して工程設計を行うと、絞り途中で被加工材に割れが発生する場合があります。
そこで、下記の手段を講じておくことが有効です。
1)絞り率を考慮し工程設計を行う
2)再絞り(2回目以降の絞り)を行う回数に応じて、徐々に絞り率を緩める(「表 各種材質の限界絞り率」の基準内で数値を大きくしていく)設定にする
工程レイアウト設計の手順
1)まず、最終製品の体積を計算します。計算する際はピアスやトリムのスクラップの体積も含める必要があります。
2)次に計算した体積と同一となるブランク径を求めます。
3)ブランク径が決定したら、下記に記載されている「表 各種材質の限界絞り率」を参考に絞り回数を決めます。
ピアスやトリムが必要な場合は絞り加工後に行うことが一般的です。
やってみよう
(問題)
径φ60のブランクより製品内径φ22.5の絞り加工を行う際の絞り回数は何回必要でしょうか?
材質は深絞り鋼とします。
1度では最終形状にまで絞れないため、複数回絞り加工を行わなければなりません。
前述の通り「再絞りを行う回数に応じて、徐々に絞り率を緩める設定」にしましょう。

表 各種材質の限界絞り率
(答え)
第1絞りの絞り率を0.55(上記表内※1参照)とするとD2=φ60×0.55=φ33
第2絞りの絞り率を0.80(上記表内※2参照)とするとD3=φ33×0.80=φ26.4
第3絞りは、最終目標の製品内径であるφ22.5÷φ26.4=0.85となり、0.85は上記表内※2の基準内のため、第3絞りで目標の製品径まで絞ることが可能だとわかります。
よって絞り回数は3回となります。
いかがでしょうか?
次回のシリーズ第3回目(最終回)では、「最適なプレス能力の割り出し方」を解説していきます。お楽しみに!




