プレスの精度とは?
プレスの使命は上型と下型に正確な運動を行わせることにあります。不良品がでる、金型寿命が短いなどの成形上の不具合が発生すると、金型構造や材料、潤滑条件などがよく問題にされますが、実は上型と下型の運動に起因する場合も多いのです。
上型と下型の正確な運動の度合いを表すのがプレスの精度です。プレスの精度にはプレスが負荷を受けていない状態の静的精度と、実際に負荷を受けている状態の動的精度があり、動的精度は測定方法・条件の設定及び評価が難しいため公的な規定は存在しません。一方静的精度については日本産業規格のJIS B 6402 にて規定されており、後ほどご紹介する真直度や平行度など、各項目ごとに特級から3級までの4段階の等級があります。
機械プレスの静的精度:JIS B 6402

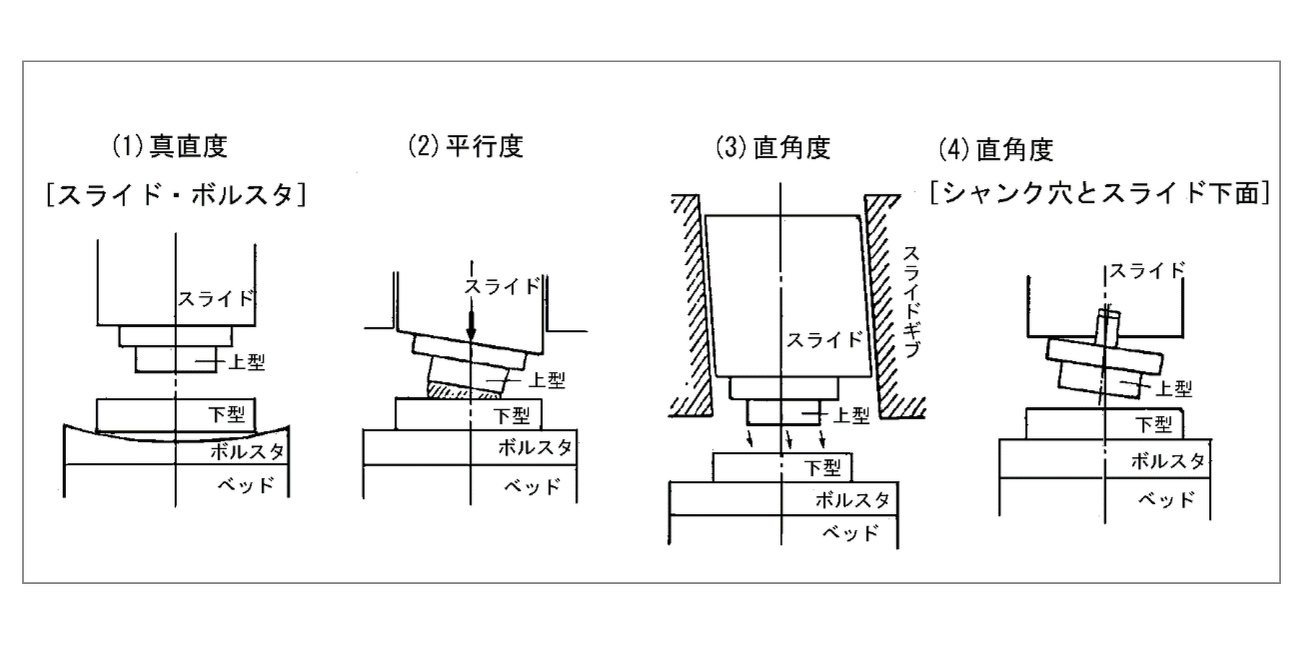
図 機械プレスの精度
1)ボルスタ(又はベッド)上面およびスライド下面の真直度:
金型を取付ける面の平坦さを表すもので、ボルスタ(又はベッド)上面およびスライド下面それぞれについて評価します。真直度が悪いとプレス加工中に金型が変形して加工品の精度不良や、金型破損の原因となります。
2)スライド下面とボルスタ(又はベッド)上面との平行度:
金型を取付ける面のお互いの平行の度合いを表すもので、上面と下面セットでの評価となります。平行度が悪いと、上下型の平行不良により所要の製品精度を得られない場合が多くあります。特にコイニング加工やサイジング加工をする場合は注意が必要です。
3)スライドの上下運動とボルスタ(又はベッド)上面との直角度:
ボルスタ(又はベッド)上面に対してスライドが真っすぐ直角に上下動しているかを評価するものです。直角度が悪いと上下型の芯がずれてしまい、加工品の精度不良や金型の破損につながります。特に薄板の打抜き加工では直角度の影響が大きく現れます。
4)シャンク取付け穴とスライド下面との直角度:
スライドに上型を取付ける為のシャンク穴をもつプレスが対象で、スライド下面に対するシャンク穴の直角度合いを評価します。
5)連結部上下の総合すきま:
総合すきまが大きいと、ブレイクスルー現象を増大させ、その結果金型の摩耗やプレス作業中の振動・騒音の原因になります。そのため総合すきまは打ち抜きプレスの精度評価として重要な基準となっており、出来る限り小さくすることが望ましいとされています。
さいごに
AIDAのプレスの場合、ほとんどの項目で、汎用プレスや大型プレスは1級に、精密成形プレスは特級に該当しています。
各項目の等級が決定される条件及び測定方法等は、下記URL【日本産業規格 JIS B 6402:2020 機械プレス−精度等級及び精度検査】にて詳しく記載されているため、気になった方はぜひご覧ください。
https://kikakurui.com/b6/B6402-2020-01.html
プレスの精度が劣化すると、製品精度がばらつく・金型寿命が短くなる・騒音や振動が大きくなるなどの様々な不具合が発生する要因となります。ぜひ1年に1回の精度点検をおすすめします。




