プレスの剛性とは?
プレス作業において製品不良をはじめ騒音や振動などの問題が起きた時に、「このプレスの剛性は大丈夫?」と心配になったことはありませんか?
プレスの剛性にもいくつかの種類がありますので、各々の違いを紹介させて頂きます。
プレスの剛性は大きく分けて縦剛性と横剛性があります。話題となるのは大半が縦剛性についてです。
■ 縦剛性とは
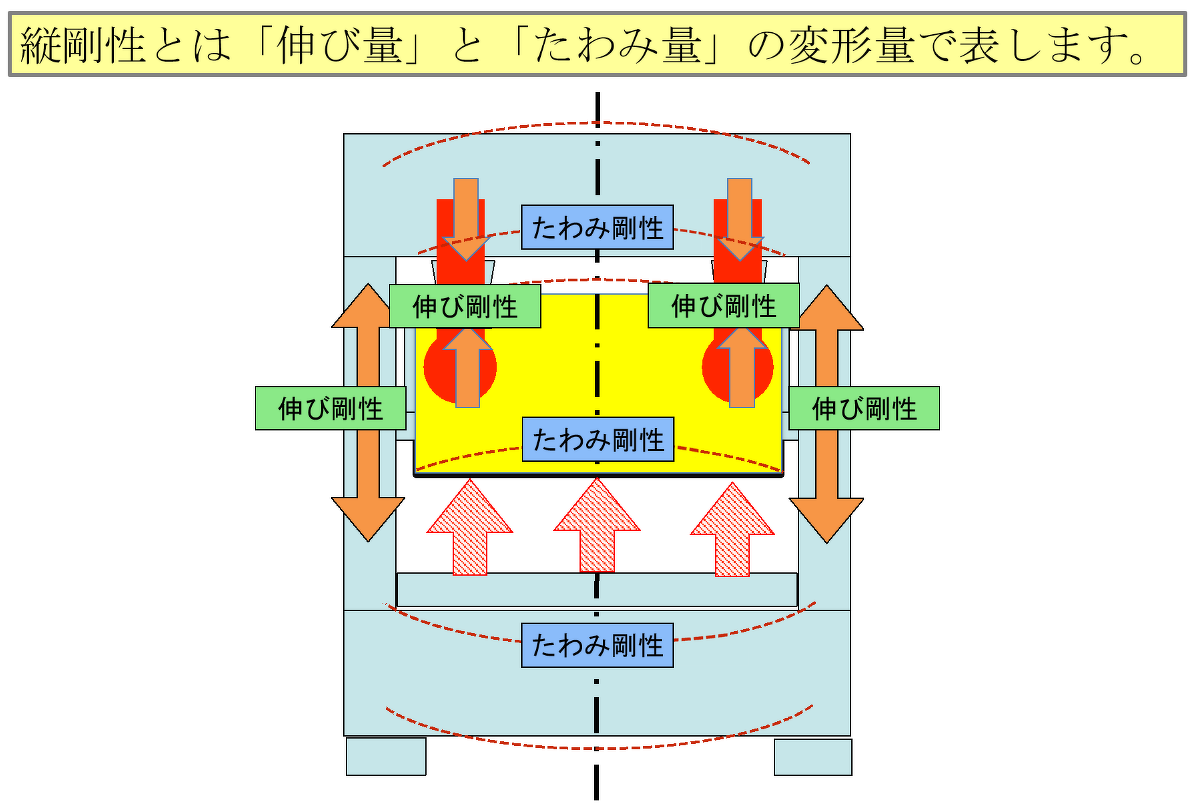
縦剛性とはプレスの縦方向(垂直方向)の剛性の総称で、主にプレス成形荷重が作用した際の「伸び剛性:プレスの伸び量」と「たわみ剛性:スライド、ベッドのたわみ量」の変形量で表します。縦剛性の高いプレスほど、これらの変形量が小さくなります。

縦剛性説明図
伸び剛性
伸び剛性はプレス成形荷重が作用した際の各フレームの伸び量及び受圧駆動部の縮み量にて評価します。主に油圧ジャッキ等で規定の負荷を掛け、スライドとボルスタ間の距離を測定します。
たわみ(撓み)剛性
たわみ剛性はプレス成形荷重が作用した際のスライドとベッドのたわみ量にて評価します。一般的に仕様エリアの2/3に等分布荷重が作用した時のたわみ量を示し、一例としてたわみ剛性値は「1/10,000」と表記されます。これは、公称能力の最大負荷を受けた際、例えば作業面の左右寸法(測定範囲)3000mmのボルスタの場合、左右端位置と中央部のたわみ量の差が0.3㎜(3000mmの1/10,000)となることを意味します。
たわみ剛性値が半分の1/5,000の場合、たわみ量は2倍の0.6mmということになります。なお、測定時の負荷条件や測定方法は各プレスメーカーにより規定しております。
■ 横剛性とは
横剛性とは偏心荷重等により発生した横方向の荷重(水平方向)に対する剛性を表します。
横剛性を高くするためにはスライドギブ構造の強化やスライドの受圧ポイントを1ポイントから2ポイント、4ポイントの複数ポイントを採用し、さらにポイント間ピッチを広く配置する等、偏心荷重の影響を低減させる対策を行います。
縦剛性に比べ、一般的な定量的な評価は難しく、殆どが実成形の製品精度による評価となります。
■ 剛性と製品精度の関係
縦剛性の低いプレスで加工を行うと、製品寸法のばらつきが大きくなるのはなぜでしょうか。
実際の連続加工においては、素材板厚、スラグの体積、素材の変形抵抗値、潤滑状態、プレスの温度上昇や金型の摩耗などの影響を受け、1ショット毎の加工荷重は一定ではなく、荷重変動が生じます。この荷重変動は、プレスの変形量へ大きく影響します。同範囲の荷重変動が生じた場合、縦剛性の低いプレス(青)は変形量が大きく、縦剛性の高いプレス(赤)は変形量が小さくなります。
よって製品寸法も縦剛性の低いプレスの方が、ばらつきが大きくなるのです。

■ さいごに
プレスの剛性は製品精度において非常に重要な要素となります。
高精度加工等、製品寸法のばらつきを小さく抑えたい場合は、剛性の高いプレスを選定するか、必要な成形荷重に対して、十分余裕のある加圧能力を有したプレスを選定することが重要となります。




